
Anomaly Detection Using AI
Steinheim/ Lemgo. The medium-sized company Plastikpack GmbH from Steinheim OWL specializes in the production of canisters for hazardous goods, with capacities ranging from 2 to 30 liters. The company produces around 25 million plastic products annually, operating 24/7 on more than 50 extrusion blow molding machines. The company’s well-networked production must meet the highest quality requirements and ensure stable processes. In particular, the process stability of extrusion blow molding is crucial for the quality of the canisters. Errors or deviations in production here lead to rejects that cannot be precisely recorded per piece. Plastikpack decided to use AI to evaluate data from the automated process. In neighboring Lemgo, the medium-sized company found support from Fraunhofer IOSB-INA and was able to launch a joint project through the Digital in NRW Competence Center.
In plastics production, complete quality controls for all required
functions are performed once per shift. If a serious production error occurs during a shift, it is only noticed late, which can lead to high costs. The goal of Plastikpack GmbH is to reduce the costs of production downtimes due to incorrectly parameterized machines, expenses for diagnosis and repair, and subsequent costs for recycling faulty production.
For this purpose, an AI-based condition monitoring method was evaluated. This method is intended to determine when anomalies occur and communicate them directly to the machine operator to reduce reaction times. A requirement for the decision-making process is to generate a low number of false alarms, thereby achieving high accuracy. Too many false alarms diminish the added value of such a decision system. Furthermore, the condition monitoring must be able to clearly identify the signals and machine components that led to the anomaly. This allows a machine operator to quickly locate faulty components and assess the severity of the error. This facilitates the diagnosis work for the maintenance technician, leading to faster machine repair.
Fraunhofer IOSB-INA in Lemgo evaluated such an AI-based monitoring method for use at Plastikpack GmbH.
The main focus was on identifying the signals that have the highest influence on a detected anomaly. From this, valuable information for preventive repair instructions can be extracted.
The method was trained based on recorded machine data from Plastikpack GmbH. It was ensured that during the recorded period, the machine functioned correctly and no anomalies occurred.
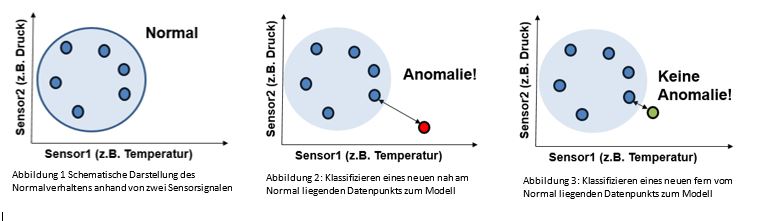
Datasets from the field of extrusion blow molding production consist of a variety of signals that describe, for example, temperature ranges in the material feed, pressures in the tool, and speeds. Initially, only normal behavior is described. This refers to a recorded period in which only good parts were produced. This data is stored as a model of normal behavior. Subsequently, new, previously unknown data points can be compared with this model using a mathematical distance calculation.
Once this model has been described, it can be stored and used as the core of the AI system, for example, on a single-board computer (e.g., Raspberry Pi). The AI system is thus physically connected to the production plant. It has a separate data interface (e.g., OPC-UA) to receive live data from the production machine. It also supports various visualization options such as signal column systems, a traffic light system on a monitoring monitor, mobile notifications, or data export to a SCADA system. The data generated by the production plant is continuously sampled by the AI and divided into individual data points, which are then compared with the learned model. Figure 2 shows the comparison when no anomaly has occurred in the production process. In this case, the recorded data point is close to the model points. Proximity is defined by a mathematical distance metric and can be determined from the statistical distribution of data points in space, by a learning algorithm (e.g., a neural network or a support vector machine), or manually by a process expert.
The distance between two data points can be determined, for example, by the Euclidean distance. If a data point is recorded in which the machine is in a faulty state, this data point, as shown in Figure 3, is further away from the normal state. This indicates an anomaly.
During live operation, the distances of the recorded data points to the model are calculated. The resulting condition line can be compared with learned thresholds of the normal state and thus provides an indication of an anomaly. In addition, an anomaly can often be recognized in advance by a continuous increase in distance. When approaching the threshold, an output can be automatically switched, through which, for example, maintenance operations can be planned.
The AI system used can thus be utilized to identify the condition of production, precisely per piece, purely via the process values. The previously common batch-wise quality control can thus be supported by AI, as anomalies can be reported for each individual piece. After the errors occur, the causative signals can then be evaluated. Subject matter experts can interpret these signals and develop appropriate recommendations for action for the machine operators. Such recommendations can be transferred to the AI, which in turn can immediately interact with the operator in case of a recurrence.
Plastikpack has prototypically implemented this technology in its production and recognized the necessity of systematically and digitally documenting quality data. Mr. Roman Preis, Energy and Process Manager at Plastikpack, summarizes: “It is important to determine from the process data which factors influence the quality of our products. Out of over 100 parameters, probably only 5-10 are relevant.”